一,概述
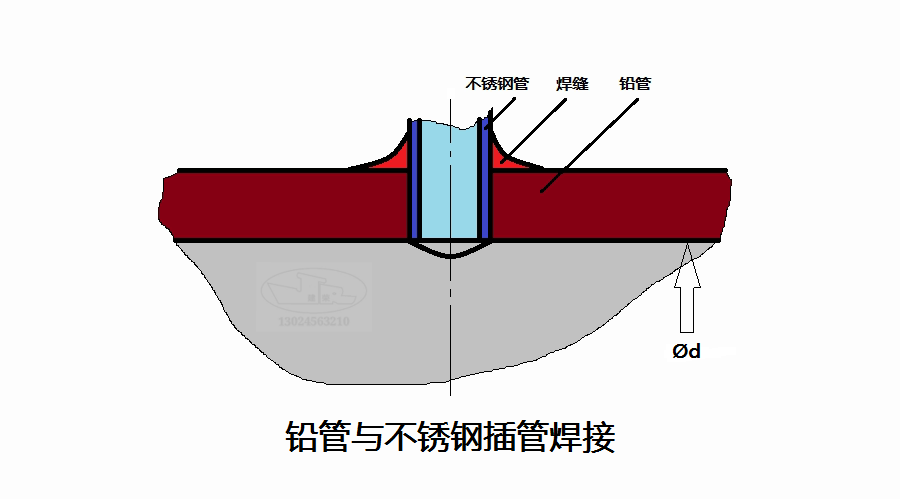
铅管与不锈钢管的焊接(welding of plumbum pipe and stainlees steel tube),铅管目前主要用于导酸管道,其对硫酸存较好的耐蚀性,铅与硫酸作用时,在其表面产生一层不溶解的硫酸铅,保护内部铅不再被继续腐蚀。除此之外,铅对磷酸、亚硫酸、铬酸和氢氟酸等也有良好耐蚀性,因此在化学行业有一定应用。铅的熔点只有327.5℃,而不锈钢的熔点较高约1400℃,两者溶点温度相差悬殊,使用熔焊和钎焊都有一定困难或焊得不牢固。采用熔焊加钎焊的办法进行,即在铅管一侧是熔焊,在不锈钢一侧是钎焊。这种方法比低温钎焊效果好,寿命长。
二,焊前准备
1,铅焊条制作:利用铅管的边角料熔化成粗细约5~6mm、长约300~500mm的光焊条。
2,焊剂:①配制:ZnCl2 80%;NH3Cl 5%;SnCl2 15%加燕馏水调成糊状作为焊剂。②松香。
3,在铅管上钻孔,以过渡配合为宜。
4,在孔周围用刮刀将表面氧化物去除,用砂布将不锈钢管的焊接部位擦干净擦毛。
三,焊接操作
1,由于铅属于重金属,焊接时易挥发出铅的氧化物,人体吸入过量会铅中毒,因此,要选择通风的地方施焊,并做好防护措施。
2,铅在熔化时和氧的亲和力很强,生成的氧化物一般漂浮在上面,影响焊缝金属的熔合。所以钎剂涂抹要仔细周全,即在不锈钢管端部与铅管孔的周围涂上配好的焊剂,并将涂好熔剂的不锈钢管插入铅管孔内。
3,用氧-乙炔焊枪(小型即可),微碳化焰缓慢加热不锈钢管处,待不锈钢管处温达到超过300℃,注意观察焊剂及不锈钢插入孔周围有轻微熔化时,用预先做好的铅焊条(也涂上溶剂)涂擦被焊的不锈钢管插入孔周围,使它们熔合在一起成焊缝。
4,施焊中注意,火焰温度不能过高也不能过低;火焰的体积要小,焰芯要直,热量要集中;火焰压力要低、冲击力要小,以适应铅的熔点低,铅液流动性强的特点。
5,操作时,焊枪作小幅摆动,火焰偏向不锈钢管,每形成一个熔池,火焰应立即抬起,使熔池稍冷却有点凝固了,再压低焊枪,熔化下一个熔池,采用的工艺方法是间断焊接,不然的话容易出现铅液流下而塌陷的现象。
6,在铅管与不锈钢管的接触处,如有凹缝或钎接不良,说明不锈钢管与铅管的接触处温度低了,需对不锈钢处继续加热,并适时涂熔剂,直到凹缝完全消失,而成圆滑过渡的焊缝。
四,焊后处理
1,清除熔剂残渣。
2,修磨平整。
五,其它焊接方法
1,采用氩弧焊。
2,低温钎焊:①Sn3%Tb2%Pb95%。②Sn50%Pb50%。③WE-34T。④M51+M51-F。
本文为“威尔鼎王”原创,特此声明。
免责声明:本网注明其他来源的稿件,均转载自其他媒体,转载目的在于传递更多信息,并不意味着赞同其观点或证实其内容的真实性。其他媒体、网站或个人转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自行承担法律责任。如涉及版权问题请及时与我们联系。邮箱:slceoo@163.com